���ݶ��Ѿ��ܙC(j��)е����˾
�T�췽����(du��)��ģ�T��������Ҫ��
�(l��i)�ͣ��� ����r(sh��)�g��2013-4-27
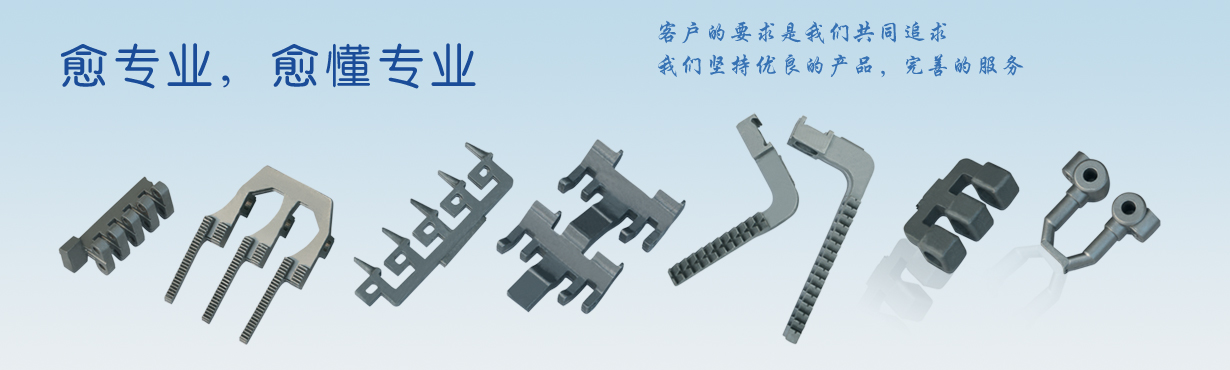
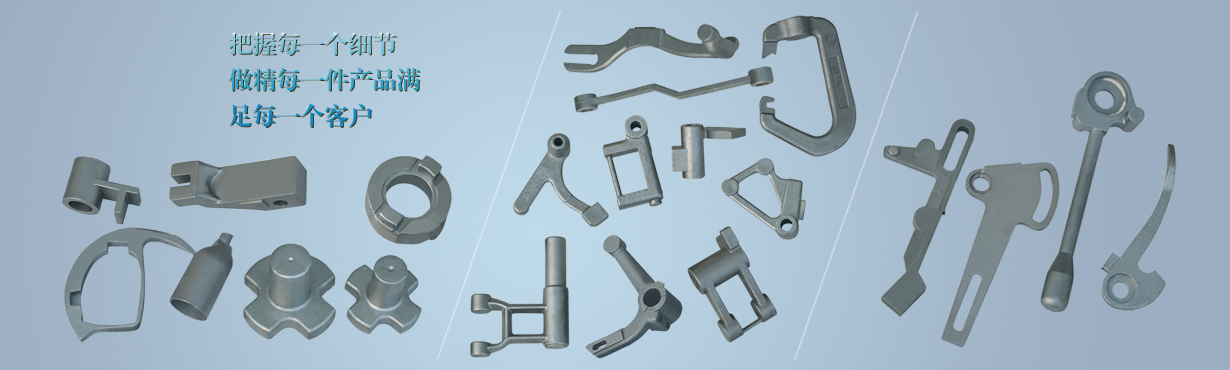
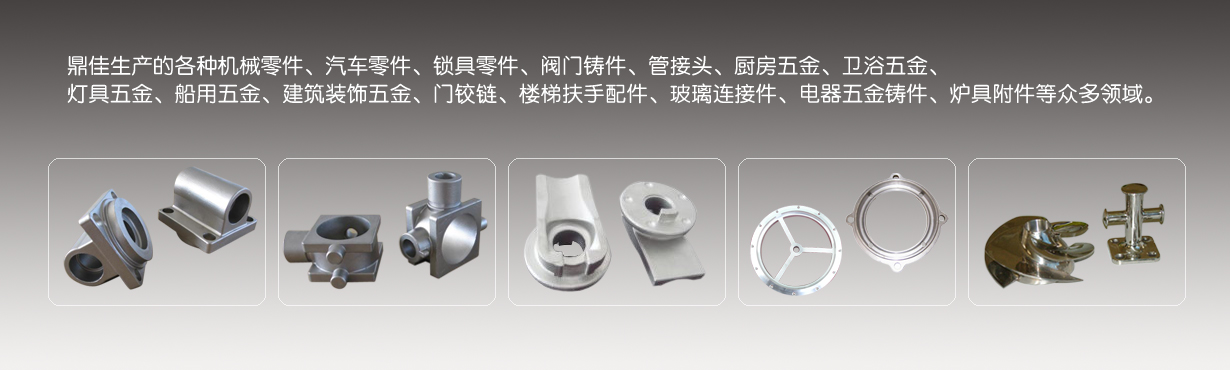
�a(ch��n)Ʒ�DƬ��H_imgg
�����T���ķ�����(du��)��ģ�T�����������Ҫ�����±��ǿ��Y(ji��)��һЩ��(j��ng)�(y��n)��
1. ��ģ�T��Ҫ����Ϟ?z��i)������?/SPAN>
2. ��ģ�T���ϵĿס��۲����^(gu��)С���^(gu��)�� �^(gu��)С���^(gu��)��Ŀס��ۣ��������ƚ��r(sh��)Ϳ�Ϻ�ɰ������س�����ģ������(y��ng)�Ŀ����γɺ��m����ǻ��ͬ�r(sh��)���^(gu��)��Ŀס���Ҳ�o�T������ɰ��������(l��i)���y��ͨ��������(y��ng)����2mm (������0.5mm) ��ͨ�וr(sh��)���������4-6����ͨ�וr(sh��)���������2���ی���(y��ng)����2mm��������^(gu��)�ی���2-6����
3. �p�ٟṝ(ji��)���ں�������� ��ģ�T��һ�㲻�Ϊ�(d��)�O(sh��)��ð�ڣ��������üӴֵ�ֱ��������ð��ֱ���a(b��)�s�T�����c�˹�ˇ���m��(y��ng)����(y��ng)�M�����ñ��ڽY(ji��)��(g��u)����ʹ�ں�ֲ����϶�������ԭ�t��
4. ���T��r(sh��)�����ƽ��Y(ji��)��(g��u) ������ģ�͚��ĸߜ؏�(qi��ng)���^�ͣ�����׃�Σ� �����O(sh��)Ӌ(j��)�����T���T���Y(ji��)��(g��u)�r(sh��)����(y��ng)�M��������ƽ�档
��h���Ѿ����T������˾��(zhu��n)�I(y��)���a(ch��n)���N�����T�����\(y��n)�þ����T�졢�����z�T�������P��T�졢���P䓾����T������M(j��n)�T�칤ˇ�����a(ch��n)�Įa(ch��n)Ʒ�Կp���T���������������N���I(y��)�p�x�C(j��)������p�����������������T�����(w��)���|(zh��)���б��C�������(l��i)���ܵ����Ͽ͑�(h��)��һ���J(r��n)�ɣ��gӭǰ��(l��i)�xُ(g��u)��Ո(q��ng)���P(gu��n)ע��h���Ѿ����T������˾�ٷ��W(w��ng)վwww.benxi58.cn

���ݶ��Ѿ��ܙC(j��)е����˾��Ҫ�a(ch��n)Ʒ�У������T�����p���T�������侫���T�����r(n��ng)�ÙC(j��)е�����T���������C(j��)е�����T��������C(j��)��T�����i���T�������P��T���������z�����T����̼��T�����p�x�C(j��)�T����������T������������T�������F����T�����������T�����Ҿ�����T������������T���Ⱦ����T�����x�Ç�(gu��)�H�����M(j��n)�Ĺ����z�T�칤ˇ�����N�T�����ܶȸߣ�Ʒ�|(zh��)���ϡ�